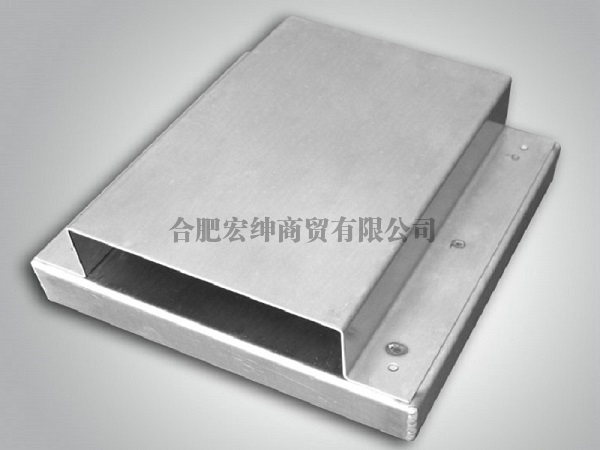
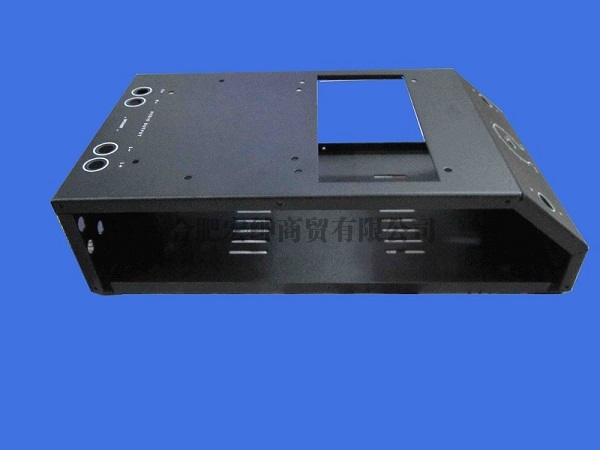
为客户提供专业的钣金加工、通风管道加工工程
整体解决方案
全国服务热线:

联系人:张文俊
电 话:0551-64852997
手机:13965111189
邮 箱:121109505@qq.com
网 址:www.hfhongshen.com
地 址:合肥市包河区包河工业园王卫社区第二项目聚集区内
一.主要加工原材料有SPCC,SUS316,SUS304,SUS201,铝5052,1060.1010.镀锌板SGCC,电解板SECC。

1.SECC冷板:平整度好,韧性好,容易加工,成本适中,折弯,焊接,可塑性强。表面可以电镀,可以喷塑,发黑,电脉,可以喷油漆表面处理。缺点:产品表面必须要表面处理,防锈能力一较弱。产品钢性不足。
2.SUS316不锈钢:产品防锈能力非常强,可以直接用于产品外观,产品表面处理方式有,拉丝,镜面,本色,喷塑。缺点:产品材料价格较高,表面喷塑处理附着力较差,压铆时需加焊,不容易压紧。
3.SUS304不锈钢:产品防锈能力好,可以直接用于产品外观,折弯,成型,焊接可塑性强。表面处理有拉丝,镜面,本色,喷塑。缺点:产品材料价格较高,表面喷塑处理附着力较差,压铆时需加焊,不容易压紧。
4.SUS201不锈钢,产品防锈能力一般。产品价格适中。可以直接用于产品外观,折弯,成型,焊接可塑性强。表面处理有拉丝,镜面,本色,喷塑。缺点:表面喷塑处理附着力较差,压铆时需加焊,不容易压紧。
5.铝5052,钣金产品中有很大部份是用这个型号,可塑性强,价格比较高.产品用于焊接,折弯。折弯死边时,加工容易出现裂纹。产品焊接公差要适当放大,焊接热冷收缩现象严重。产品主要表面处理有,喷砂阳极,本色阳极,阳极黑色。产品不适合铝板功牙,容易滑牙的风险很大,喷塑等处理方式。
6.铝1060,1010.这个型号的铝材接近于纯铝。材料比较软,不易于功牙,容易发牙。
7.镀锌板,产品原材料来料时表面有镀锌层,有一定的防锈能力,产品价格比冷板加工再镀锌成本要低。但镀锌板焊接性能不好。焊接后起黑点,炸裂,可焊接能力弱。表面可直接用原本色,也可以做喷塑喷漆加工。
8电解板,电解板是表面有防锈层的一种,比镀锌板的成本要高,焊接比镀锌板要容易加工一些。表面可以喷塑,喷漆处理。
9.板材的原料尺寸基本上是1250*2500规格。特殊情况可定制1500*3000大规格。需要特殊定制加工,板材质厚度在负0.1MM以内算正常板材厚度。
其余还有个别材质,如锰钢,SUS301这类钢性材料不适合以我们目前的热加工(激光切割下料,焊接)这种下料方式生产,高温会导致产品的钢性,硬度发生变化。
二.下料 ;下料方式主要有两种,一种激光下料,一种数控冲床下料
1. 激光下料,激光下料是用激光切割机下料,针对不同的板厚和材质,先择不同的气体加工可以加工厚度范围在(0.5-15MM)厚度的铁板;不锈钢加工厚度范围在(0.5-12MM)这个厚度.加工的幅面在1250*2500MM为主要加工尺寸.大加工板材质范围在1500*3000这个外形范围。
1.2下料孔的公差,0.5—3MM厚度材料孔公差在负0.1左右。5-10MM厚度板材的孔公差在负0.2左右。材料越厚公差越大。铝板和薄板,厚板,这些材料的厚度的公差相对会大。
1.3 产品下料所开孔的大小不能低于的厚度。激光下料孔的尺寸过于密集会导致产品的平面度下降。开孔越多,下料成本越高。
1.4激光下料的优缺点,激光下料是以热切割的方式下料,产品的成本比数冲要高,不用磨具,适用的范围较广。但激光不能冲型和磨具化加工。
2.0数冲下料,数控冲床下料,主要是依靠小型磨具拼刀下料完成,产品的加工厚度0.5—2.5的厚度之间,太厚磨具机台损伤。加工成本低,效率高。产品加工有轻微毛刺,需要开磨具,加工材料厚度范围较小;相对密集型冲孔效率高,变形小。